Explore our precision-engineered selection of pistons, connecting rods, bearings, and heavy-duty protective accessories sourced from our high-performance facilities.
Year Founded
Global Certification
Exporting Countries
Quality Checked
Discover how shifting emission standards and next-generation valvetrain materials are redefining the performance dynamics of internal combustion engines.
To withstand combustion chamber temperatures exceeding 800°C, modern manufacturers use SUH35 (21-4N) Austenitic steel for exhaust valves and SUH3 Martensitic steel for intake valves. Advanced surface coatings like Stelliting and nitriding ensure minimal valve face wear and optimized thermal conductivity under extreme conditions.
With regulations such as Euro 5 and BS-VI dictating strict limits on hydrocarbons and NOx, the design of the valve stem and head geometry has evolved. High-concentricity grinding and low stem-to-guide clearance prevent blow-by and oil consumption, maintaining optimal combustion chamber seal integrity.
Powersports engines operate at rotational speeds frequently exceeding 10,000 RPM. This necessitates lightweight valve materials, such as titanium or hollow-stem sodium-filled configurations, to drastically reduce valvetrain inertia, eliminate valve float, and support responsive power curves.
Procuring valves for large-scale assembly lines requires rigorous quality control and strict adherence to geometric tolerances. B2B buyers must evaluate manufacturers based on technical benchmarks that directly impact the operational lifespan of the engine:
For fleet buyers and component distributors, specifying the correct manufacturing grade is paramount. OEM-certified factories utilize automated hot forging and specialized head-upsetting techniques that preserve the grain structure of the steel. Aftermarket alternatives may utilize cold extrusion processes that lead to stress fractures under thermal cycles.
Furthermore, critical parameters like the valve keeper groove shape must match OEM designs perfectly (whether round or square groove profile) to prevent catastrophic drop-valve failures at peak engine loads.
Understanding how geographical hubs, integrated logistics, and production automation define the competitive edge of modern Chinese component exporters.
VETOR GROUP is based in Cixi City, China, strategically located along the economic corridor of Hangzhou Bay. This prime location places us within a 90-minute drive of Shanghai Port and Ningbo Port—two of the world's most active deepwater terminals—ensuring swift customs clearance and reduced shipping container lead times.
By coupling in-house component manufacturing (specializing in deep groove ball bearings and EMQ-grade bearings) with comprehensive automotive and powersports parts supply chains, VETOR GROUP minimizes transaction costs. Clients can consolidate their orders, simplifying customs documentation and freight handling.
Our commitment to quality translates into standardized processes. Through ISO9001 compliance, our forging, machining, heat treatment, and automated packaging systems are continually audited, achieving a defect rate of under 100 PPM (Parts Per Million) for long-term supply stability.
VETOR GROUP was founded in 2005. We are a comprehensive foreign trade group specializing in import and export operations. Our company is located in Cixi City, a vibrant economic hub in China, on the bank of the fertile and scenic Hangzhou Bay. Thanks to our strategic location, we enjoy close proximity to two of China's largest ports—Shanghai Port and Ningbo Port—as well as easy access to Hangzhou Xiaoshan International Airport and Ningbo Lishe International Airport, both only about a 90-minute drive away. This offers exceptionally convenient transportation and logistics advantages.

VETOR GROUP specializes in the production of deep groove ball bearings and EMQ grade bearings, with inner ring dimensions ranging from 6mm to 90mm. We place strong emphasis on brand development, and our VETOR brand bearings are known globally for their quality.
Low noise, vibration, and friction
High precision and sealing performance
Operational stability and long service life
Absence of abnormal sound
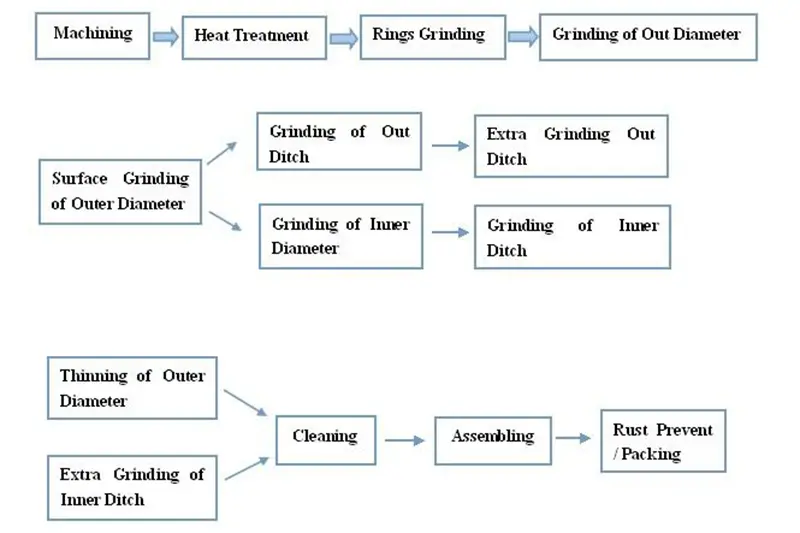
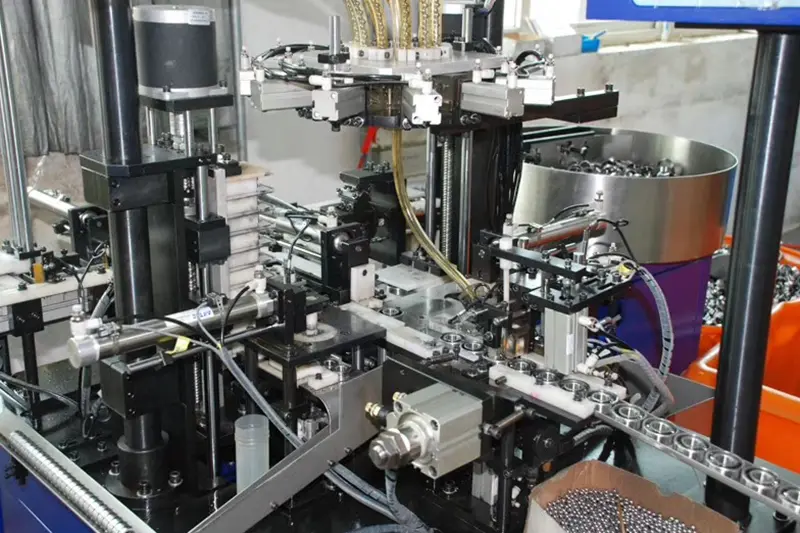
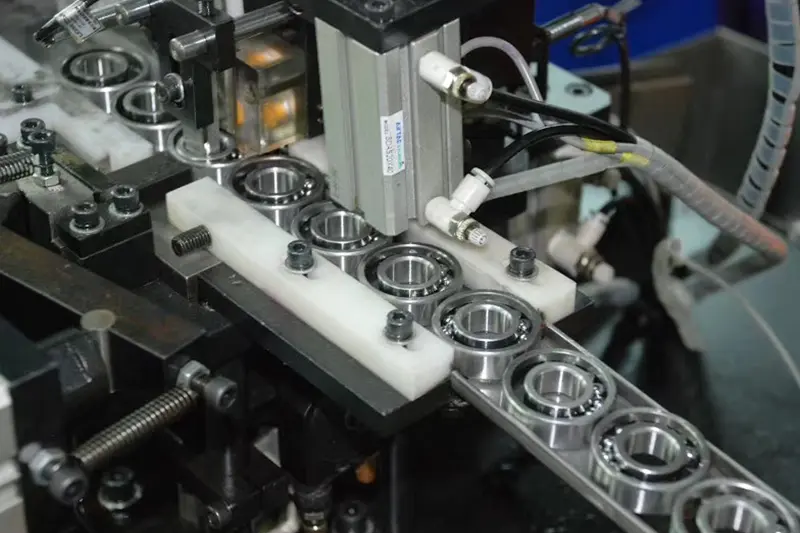
Explore our advanced manufacturing environment, highlighting our stamping, automated grinding, heat treatment, and quality inspection departments.
Our quality management systems and export operations conform to stringent global criteria, providing our partners with confidence in every shipment.

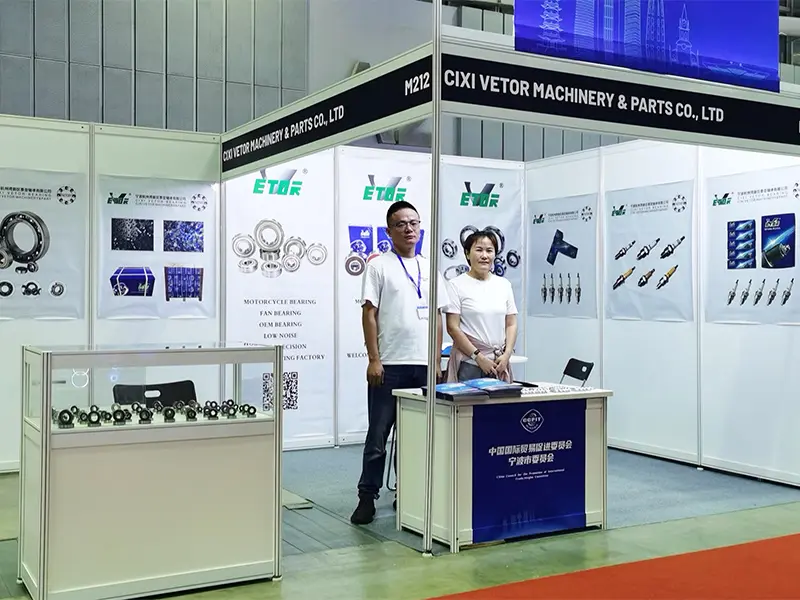
Connecting with clients globally. We display our core component innovations at leading automotive and powersports expos worldwide.


We supply a comprehensive suite of parts across multiple industrial sectors, ensuring OEM-matching tolerances and exceptional quality.
Kart racing demands continuous peak power under elevated RPM ranges, exposing exhaust valves to high thermal loads. VETOR GROUP manufactures go-kart valvetrain assemblies designed to prevent deformation and wear under race conditions.
Our karting valves are fabricated from specialized heat-resistant alloys, featuring micro-polished surfaces to minimize friction coefficient against brass or bronze valve guides. By maintaining strict runout tolerances, our components help racing engines sustain optimal cylinder sealing and consistent compression over extended sessions.
VETOR GROUP delivers comprehensive manufacturing expertise, reliable quality assurance, and streamlined logistics services.
Our engineering team focuses on structural durability and material performance. Utilizing chrome steels and high-grade alloys, we produce customized valvetrain and bearing components designed for specific applications, including bespoke dimensions, seal styles, and custom tolerances.
Our ISO9001 certified processes enforce raw material verification, precision manufacturing step-checks, and automated sorting. Hardness profiling, ultrasonic testing, and automated coordinate measuring machines (CMM) ensure each batch meets quality standards.
We provide comprehensive OEM and ODM support, including customized product marking, tailored packaging, and prototype development (typically within 7 to 10 days), helping you meet targeted market demands with minimal development delays.
Ensuring transparent communication, reliable schedules, and quality assurance from initial inquiry through to shipping delivery.

Our support team is available from 8:00 to 17:00 every Monday to Saturday, providing rapid quotes, manufacturing updates, and technical consultations.
We supply custom dimensions, material formulations, and customized branding. Our team coordinates directly with your engineers to align with OEM specifications.

Utilizing our proximity to Ningbo and Shanghai ports, we schedule shipments in accordance with the contract timeline to support your inventory planning.
Valvetrain specifications vary by operating conditions. We engineer and supply components tailored for specific usage scenarios.
For daily urban commuting in high-traffic regions, engines experience prolonged idling and elevated thermal conditions. We supply wear-resistant carbon-cutting valve guides and nitrided valve stems that resist deposit build-up, maintaining fuel efficiency and preventing valve sticking.
Extreme vibrations and sudden RPM spikes put high stress on valve heads and stems. Our high-tensile connecting rods, pistons, and stellite-faced valves are optimized to withstand mechanical impact, reducing the risk of fatigue failures under racing loads.
Agricultural and utility ATVs operate under high-torque, low-speed conditions, requiring consistent valvetrain sealing to maintain torque output. Our heavy-duty intake and exhaust valves ensure reliable sealing during long hours of operation.
Integrating our VETOR brand EMQ-grade bearings alongside specialized linkages ensures quiet operation and low vibration in agricultural pumps, micro-motors, and home appliances.
Answering common technical and procurement inquiries from global distributors and engineering teams.
We utilize heat-resistant alloys optimized for high-temperature service. Intake valves are typically manufactured from martensitic alloy steel (such as SUH3) to resist wear and mechanical deformation. Exhaust valves are produced from austenitic chrome-manganese-nickel steel (typically SUH35 / 21-4N) to withstand high exhaust gas temperatures without losing structural strength.
Our automated grinding equipment maintains tight dimensional tolerances. The valve stem diameter is ground to a tolerance of +0.005mm / -0.010mm, and the runout between the valve seat face and the stem is maintained within 0.015mm. This ensures consistent gas-tight sealing and minimizes guide wear.
Yes. To reduce friction and wear under high thermal loads, we offer liquid or gas nitriding for the valve stem. For applications subject to extreme conditions, we can apply cobalt-base alloy (Stellite) cladding to the valve face or induction harden the valve tip (HRC 50-60) to resist wear from rocker arm contact.
Every phase of our production process, from raw steel selection to final dimensional checks, adheres to ISO9001 quality management guidelines. We perform hardness testing, concentricity measurement, and ultrasonic defect inspection to ensure that only compliant parts are shipped.
MOQ varies depending on whether the part is standard or custom. For standard motorcycle valves and bearings, our MOQ typically starts at 1,000 units. Delivery times generally range between 7 and 20 days, depending on the order size and custom specifications, taking advantage of our proximity to Shanghai and Ningbo ports.
Yes. Through our integrated supply chain, we can package valves, guides, stem seals, pistons, rings, connecting rods, and VETOR brand bearings together, simplifying procurement and logistics for aftermarket distributors.
Explore our secondary selection of high-precision bearings, protective equipment, handle grips, and wheel hubs for international distribution.